
动力电池是典型的新型新能源产品,也是当今世界的研究热点。动力电池即为提供动力来源的电源,多指为电动汽车、电动列车、电动自行车、高尔夫球车提供动力的蓄电池。动力电池作为主要电源蓄电池,被广泛应用于工业、生活等方方面面
动力电池作为新能源汽车的核心零部件,直接决定整车性能,其一般由正极材料、负极材料(碳素材料)、隔膜、电解液、电池壳等原材料构成,上述原材料焊接成电池电芯、PACK模组等化零为整的融合制造过程,是整个动力电池生产流程中的关键工艺。
动力电池实际生产过程中涉及的封装技术十分广泛,如:激光焊接、电阻焊、超声波焊、冷金属过渡焊、钎焊、真空电子束焊接等。合理的焊接方法与优化的工艺参数的选择,对动力电池的生产成本、一致性、可靠性和安全性具有重大影响。
激光焊接是一种非接触式工艺,工艺极为灵活、精确和高效,能够满足动力电池生产过程中的性能要求,同时具备高效精密的特点,它必将成为新能源动力技术发展的重要保障。
为几种常见焊接方法下的焊缝照片,每种焊接方法在其特定的应用领域都有一定的优势,但也有很多不足,如:真空电子束焊和激光焊接都属于高能量密度焊,焊接效果相差不大,但是电子束焊对条件及设备要求较高,需要真空环境,大规模生产难度大,目前只在一些特殊的超级电容生产中有应用。
激光焊接优势在于焊材损耗小且无需焊料、焊缝美观、设备性能稳定易操作、焊接质量及自动化程度高、工艺可重复度高等,其工艺上的优势是其它焊接方式无法比拟的。

动力电池常见焊接部位
动力电池的电芯按其外形可分三种,分别是方形、圆柱形以及软包电芯,其一般按电池外观尺寸来命名,如:方形锂离子383450型号,就是指电芯实体部分宽34mm、厚3.8mm、长50mm;圆柱型18650型号,就是指电芯直径18mm,长65mm;软包383450型号,就是指电芯实体部分宽34mm、厚3.8mm、长50mm。
目前,在国内外生产的电动汽车当中,这三种外形的电池都有应用,但以方形电池和圆形电池应用最为广泛,不同外壳形状的动力电池焊接工艺参数也存在一定的区别。
动力电池的激光焊接部位主要有六个:盖板防爆阀焊接、电芯极耳与极柱的焊接、电池壳体的焊接、密封钉(电解液注入口)的焊接、电芯极耳、电芯极耳与顶盖的焊接;另外,超级电容的焊接以连接片和负极封口焊接为主。
方形电池壳体激光焊接
方形电池外壳盖板的焊接主要分顶焊和侧焊两种。其顶部有一个长方形盖板,板上带有正极引出端,将盖板塞入外壳与上口平齐,然后用激光将盖板与外壳之间的长方形缝隙,以重复连续激光方式焊好密封,这个焊接过程即称为顶焊,顶焊中激光束可以不动,将电池固定在工作台上,激光束对准焊缝后,开动工作台使电池沿工作台X、Y坐标依次走出与焊缝相同的长方形图形。对于方形电池的盖板采用顶焊密封结构工艺时,盖板放置没有定位台阶,而长度尺寸公差要求较严格,焊接装配精度要求较高。
相对于动力电池盖板的顶焊工艺,侧焊时对上盖尺寸公差要求宽松,且容易压紧,有明显优点,但是侧焊时工件需要旋转,需要夹具,成本较高,效率较低,例如:以27148方形电池为例,顶焊结构焊接一个产品可以比侧焊结构快约1.5秒,每小时产能多120个。
图2采用顶焊和侧焊工艺的方形电池壳体,对比方形动力电池的顶焊和侧焊两种方式可发现:侧焊的优点是对电芯内部影响较小,飞溅物很难进入壳盖内侧,缺点是焊接后可能会凸起,会影响后续工艺的装配,所以侧焊工艺对激光器的稳定性、材料的洁净度和顶盖、壳体的配合间隙有较高的要求;而顶焊工艺是在一个面上焊接,四条边可一次焊接完成,效率较高,但对前一道工序入壳定位要求很高,同时对设备的自动化要求较高。
方形电池采用顶焊时在四个拐角处容易出现问题,需要根据实际情况调节波形、功率及焊接速度;但是圆柱形电池激光焊接就不存在这个问题,一般将圆柱形电池固定在三爪卡盘上进行侧面焊接,但是圆柱电池后期集成电池模组难度较大。
方形电池防爆阀激光焊接
防爆阀是电池封口板上的薄壁阀体,当电池内部压力超过规定值时,防爆阀阀体破裂,避免电池爆裂。防爆阀结构巧妙,很多是电池厂家的专利设计,但其基本原理多为用激光焊接牢固的、一定形状的两个铝质金属片;但当内部压力升高到一定值时,铝片从设计的凹槽位置处破裂,为防止电池进一步膨胀造成爆炸,这道工序对激光焊接工艺要求极为严格,要求焊缝能够密封,并且焊缝的破坏压力要大于铝片凹槽位置的破坏压力。
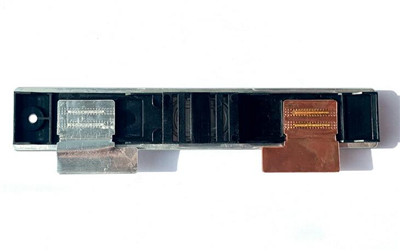
图3为采用连续和脉冲激光焊接的防爆阀焊缝照片,防爆阀可采用脉冲和连续激光器进行焊接,脉冲激光焊接主要通过焊点与焊点的重叠和覆盖来实现连续密封焊接,但焊接效率相对较低,且密封性相对较差(脉冲激光器焊接防爆阀,在参数调节不当的情况下,可能产生裂纹);采用连续激光焊接对产品装配精度要求更高,但可以实现高速高质量的焊接,焊接稳定性、焊接效率以及良品率都能够得到保障。例如:一个25*15mm防爆阀膜片使用300W脉冲激光器进行焊接时需要十几秒,而1000W单模光纤激光器只需不到2s,效率大大提升。
方形电池电芯极耳、连接片激光焊接
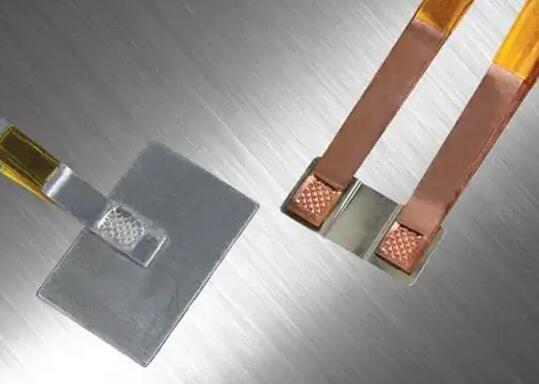
电池盖板上的极柱分电池内部和电池外部连接:电池内部,电芯极耳与盖板极柱的焊接;电池外部,电池极柱通过连接片焊接,形成串、并联电路组成电池模组。电池的极耳即电池的正负极,一般正极采用铝,负极采用铜。针对不同型号的电池,其铝(铜)制极耳的尺寸大小也各不相同,在满足达到设计的拉力大小和导电性能情况下,优先选择光束质量好、焊斑小的光纤激光器。
电池内部极耳、外部连接片的材料、结构、焊接方式都是类似的,所以工艺上也相似。不同的是,连接片由于在电池外部,通常要求更高的焊接强度。硬连接片:电池组PACK时,电池极柱间的连接片厚度通常在1.5~2mm,需要使用功率4000~6000W的光纤激光器焊接,使用大功率振镜、机械手配套能最大的发挥生产效率:振镜驱动下,光斑可以以极快的速度焊接(速度通常在100~300mm/s)、空跳(2000~3000mm/s),机械手运动一个位置,振镜可以焊接4-8个极柱,效率大大高于同样功率的激光器与XYZ平台、焊接头配套。
方形电池密封钉激光焊接
密封钉(注液孔盖帽)形式也较多,其形状通常为一个直径8mm、厚度0.8mm左右的圆形盖帽,用脉冲激光器即可较好地焊接,但需要注意的是,由于一些盖帽是冷加工成型,冷作硬化和残余应力易导致焊缝产生裂纹,焊前对盖帽进行热处理可改善此问题。
为了进一步提高产能,需加快焊接速度,即使用光纤激光器连续焊接。但是光纤激光器连续焊接,对产品的清洁度要求更高,残留的电解液及其结晶更易造成焊接飞溅形成小孔,所以激光清洗,也是该工艺的一道重要工序。
不管是哪种动力电池,都需要根据实际的情况来解决工艺上的问题,激光焊接凭借其优点已获得越来越多的应用。



